In many parts of Canada, the climate has shifted in ways that have surprised even long-time residents. In recent months, news reports have shown images of streets turned into rivers, highways swallowed by water, and bridges closed due to sudden flooding or ice damage. These stories no longer feel unusual. Across provinces, communities now face climate events that move faster, last longer, and leave behind greater damage than before.
Infrastructure stands at the center of these challenges. Roads, tunnels, bridges, and parking decks all carry the burden of weather extremes that strike with increasing force. The past few years have revealed a troubling pattern where systems built decades ago begin to fail under conditions they were never designed to endure. Heavy rainfall overwhelms drainage networks (View Video).
Freeze-thaw cycles split apart roadways and concrete foundations. Once water finds its way inside, it rarely stays still. It spreads through cracks, weakening structures in ways that often go unnoticed until damage becomes visible—and expensive.
Recent floods in Quebec and British Columbia have sparked national discussions about how Canada must adapt its infrastructure. Engineers and city officials have called for stronger protections that go beyond short-term fixes. The goal, as many now describe it, is to build systems that do not merely survive today’s climate, but also remain reliable for decades to come.
Polyurea’s Expanding Role in Infrastructure Protection
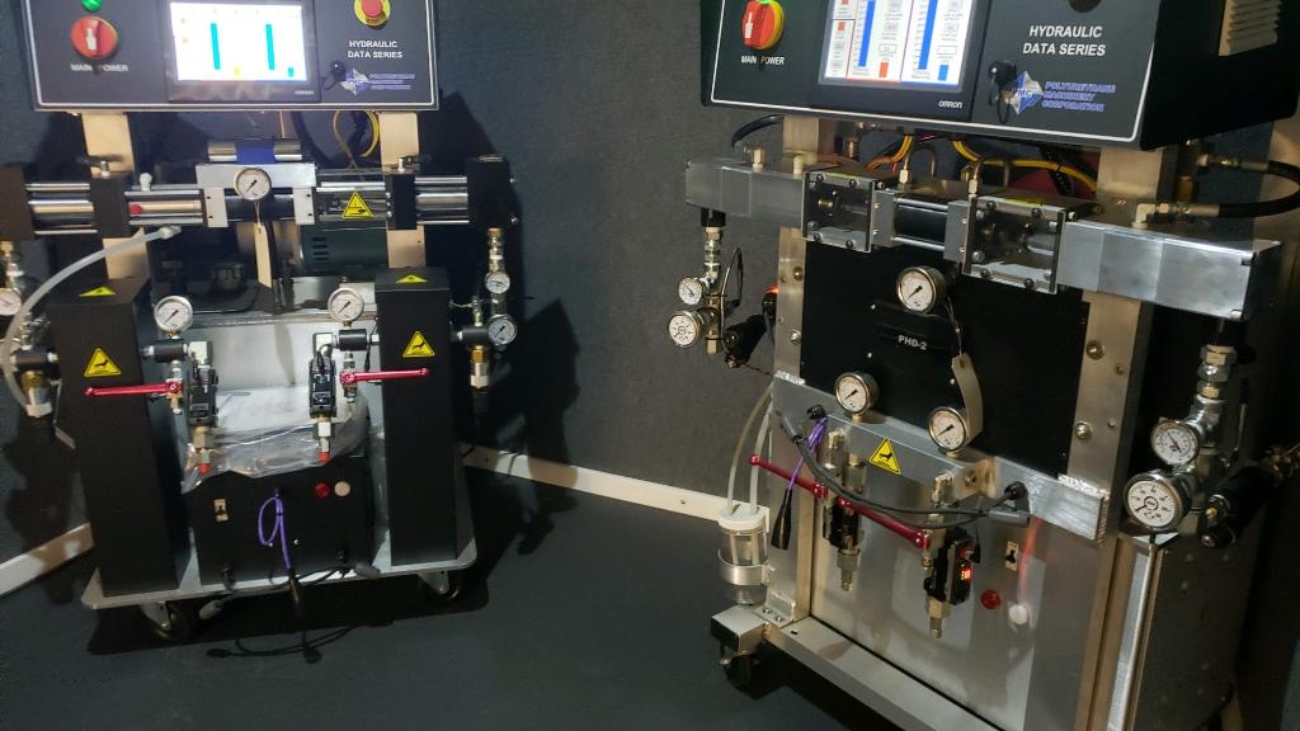
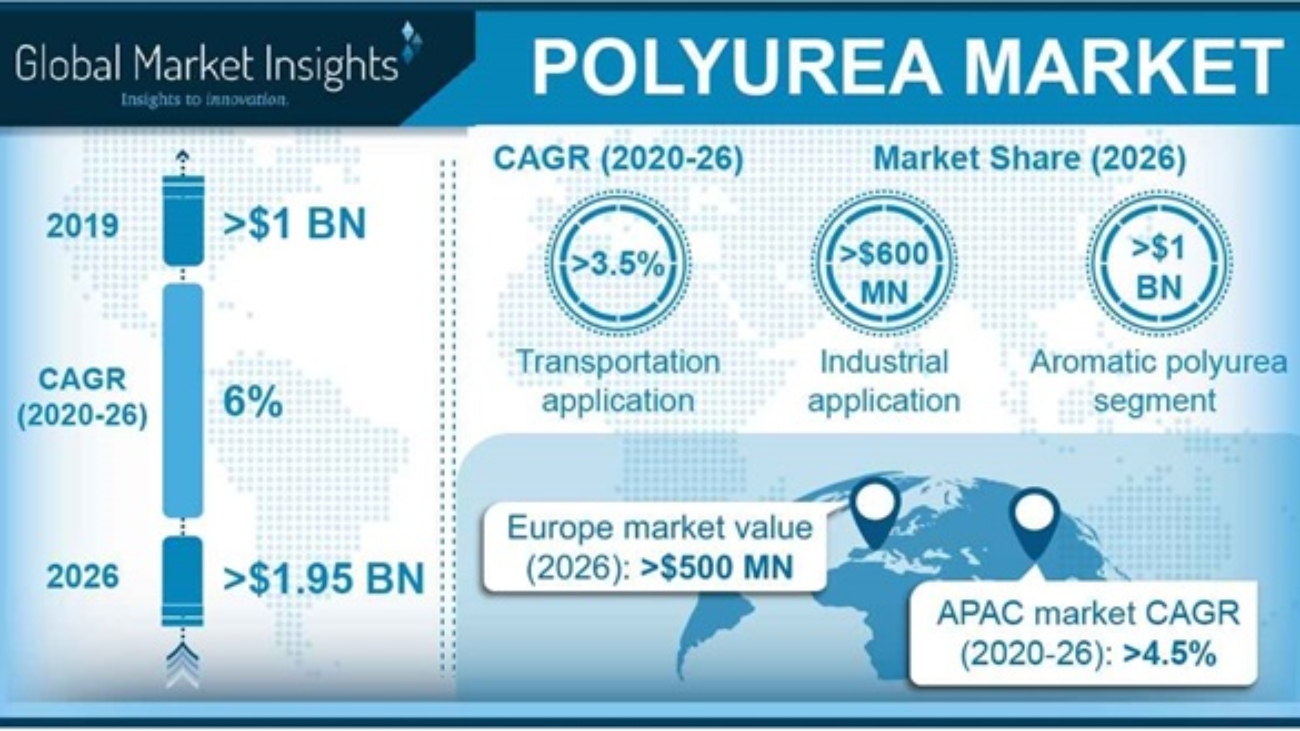
Among the methods that have gained ground during these discussions, polyurea has emerged as a practical tool for safeguarding structures from water, corrosion, and physical wear. Originally developed for industrial uses, polyurea now plays a central role in public projects that need long-lasting resilience.
Polyurea’s strength lies in its ability to form a seamless, flexible barrier that holds up under heavy use and harsh weather. Once applied, it bonds tightly to surfaces such as concrete, steel, and wood. This bond creates a continuous layer that blocks water from entering cracks or joints. Unlike traditional sealants, polyurea does not rely on seams or adhesives that might fail after repeated exposure to rain, snow, or shifting temperatures.
Canadian engineers have started using polyurea coatings in a range of projects, from bridge decks and parking garages to tunnel linings and water containment areas. These coatings work because they handle more than water. They also resist chemicals found in de-icing salts and urban runoff, which can erode untreated surfaces over time.
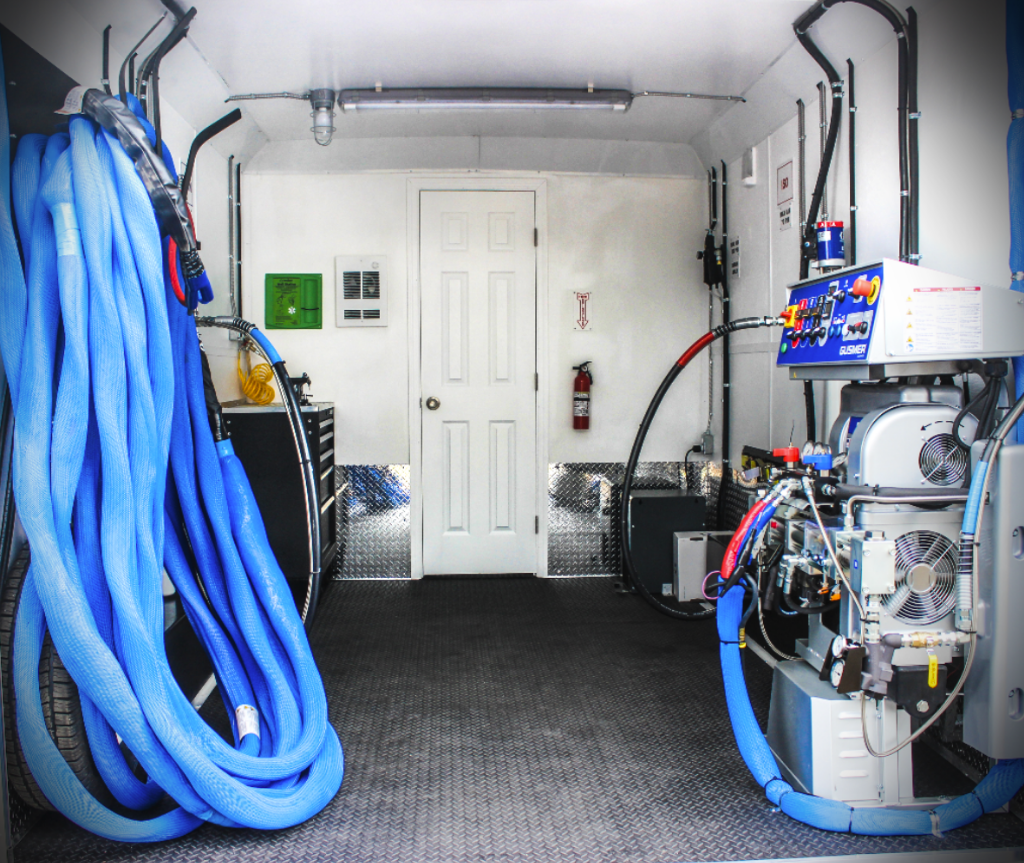
One reason polyurea has gained such strong support from infrastructure experts involves its speed of application. In places where construction timelines remain tight, polyurea’s fast curing process allows projects to move forward without long delays. Workers apply the coating, and within minutes, it forms a durable shield ready for use. This quality proves essential for cities that need to repair critical systems without closing roads or public areas for extended periods.
How Canadian Infrastructure Faces Unique Risks
Canada’s climate adds further urgency to these developments. In colder regions, infrastructure must withstand not only rain but also long periods of freezing temperatures followed by sudden thaws. This freeze-thaw cycle places extreme stress on surfaces, as water expands and contracts within small gaps and pores. Over time, the repeated movement breaks down materials and opens new paths for water to enter.
Polyurea addresses this risk by remaining flexible even in low temperatures. When applied correctly, it stretches with the surface rather than cracking or pulling apart. In this way, it protects both the exterior and interior layers of infrastructure, reducing the chance of hidden damage that can spread unseen.
Recent reports have also highlighted wildfire damage in western Canada. These fires, aside from their immediate destruction, often leave infrastructure vulnerable to erosion and water damage once rains return. In such cases, polyurea coatings have been used to protect exposed surfaces, preventing post-fire deterioration that would otherwise weaken structures already strained by heat.
Urban environments face their own challenges. Cities across Canada have seen aging concrete parking structures and pedestrian overpasses deteriorate under the combined effects of vehicle traffic, moisture, and de-icing chemicals. Polyurea has shown strong results in these situations as well, with coatings that not only stop water from entering but also reduce future maintenance needs.
The Broader Shift Toward Resilience and Longevity
What has become clear through these developments is that infrastructure planning now follows a different path than it did just a generation ago. The focus has shifted from building for average conditions to building for extremes. Engineers no longer ask whether a structure can survive typical weather patterns. Instead, they ask whether it can endure the worst-case scenarios that are becoming more common each year.
Polyurea fits into this new mindset not because it offers a quick fix, but because it provides long-term reliability in situations where failure carries serious consequences. Its ability to prevent water infiltration, resist chemical damage, and withstand physical stress makes it well suited for projects where durability cannot be compromised.
In interviews with project managers working on flood-prone infrastructure, many describe polyurea as part of a broader strategy that includes stronger foundations, better drainage systems, and advanced monitoring technologies. By combining these approaches, Canadian cities and towns aim to create systems that serve their communities for decades, rather than requiring constant repairs after every storm.
A New Understanding of Infrastructure’s Role
The national conversation surrounding infrastructure protection reflects more than just technical concerns. In many ways, it highlights how closely connected infrastructure has become to everyday life. When roads flood, people lose access to work, schools, and essential services. When bridges close, entire regions face delays in emergency response and supply deliveries. In these moments, infrastructure proves itself not as a background system, but as a lifeline that holds communities together.
By investing in technologies such as polyurea, cities send a message that they recognize these risks and intend to meet them with lasting solutions. The coatings applied today may seem like a small detail, yet they form part of a larger effort to adapt Canada’s built environment to a world where uncertainty has become the norm.
As provinces continue to recover from recent floods and fires, and as new projects begin across the country, the role of materials like polyurea will likely grow. Their success does not come from promises of perfection, but from their proven ability to extend the life of essential infrastructure, keeping it safe and functional in the face of rising challenges. In this way, polyurea has become not only a tool for engineers, but also a quiet safeguard for communities across Canada.